System DROP-IN
ZESTAW SYSTEMU DURMAT WC IV „DROP-IN” – opis
Ulepszona konstrukcja podajnika umożliwia dokładne dozowanie DURMAT WC IV Ziaren Węglika wolframu bezpośrednio do jeziorka spawalniczego, generowanego przez półautomat spawalniczy MIG (GMAW).
SYSTEM SKŁADA SIĘ Z NASTĘPUJĄCYCH ELEMENTÓW:
- Zespół podajnika wibracyjnego, z załączonymi śrubami mocującymi.
- Skrzynka kontrolna z dwudrożnym wyłącznikiem – on-off(włączony – wyłączony), lampka kontrolna zasilania i elektryczne tłumienie szumów, łagodny rozruch i dwukierunkowy przełącznik obejściowy.
- Włącznik pedału nożnego lub opcjonalne włącznik czujnika.
- NB – Wszystkie urządzenia zewnętrzne pracują z napięciem 24 V DC dla bezpieczeństwa użytkowania
- Okablowanie zabezpieczone powłoką spiralną z PCV.
- Pojemnik na proszek węglikowy (malowany proszkowo).
- 1,5 metra węża plastikowego do dozowania ziaren węglika.
- 150 mm rurka dozująca SS z zaciskiem do mocowania palnika MIG (palnik MIG nie jest wliczony w cenę).
- Ceramiczna wymienna dysza TIG.
- Kabel sieciowy 220-240 V AC.
- Wszystkie śruby i nakrętki niezbędne do montażu na płycie podstawy
ZASILANIE
Zasilanie jest dostarczane do tego systemu za pomocą kabla sieciowego 230 V AC 50 z wtyczką trzystykową lub wtyczką o dwubiegunowym niemieckim stylu.
PRZYCISK ZASILANIA
Gdy przełącznik jest włączony, podajnik nie rozpocznie działać do momentu naciśnięcia pedału lub włącznika czujnika.
PRZEŁĄCZNIK BYPASS
Umożliwia to pracę podajnika bez wzbudzania pedału nożnego.
PODAWANIE WĘGLIKA – DAWKA
Szybkość podawania węglika kontrolowana jest za pomocą potencjometru jednoobrotowego, z wykorzystaniem zasad kontroli kąta fazowego.
MONTAŻ
W zestawie znajdują się 3 śruby do montażu na płycie montażowej. Są one oddzielne i nie są częścią wibratora.
PODAWANIE WĘGLIKA
Zaletą tego systemu podawania jest to, że może dokładnie używać dowolnego rozmiaru ziarna lub kawałka węglika wolframu DURMAT WC IV bez konieczności dodawania jakiegokolwiek nowego komponentu systemu lub regulacji jakiegokolwiek elementu układu innego niż potencjometr.
Potencjometr prędkości podawania umożliwia szeroki zakres posuwów dzięki prostemu obróceniu pokrętła, gdy urządzenie jest w pełni sprawne. Nie ma potrzeby zatrzymywania się w celu wykonania i sprawdzenia regulacji mechanicznych. Nożny pedał pozwala na łatwą kontrolę, urządzenie może być ustawione, a posuw z węglika wolframu DURMAT WC IV rozpoczyna się od naciśnięcia pedału nożnego.
DODATKOWE INFORMACJE NA TEMAT SPAWANIA MIG Z WĘGLIKAMI
PRZYGOTOWANIE
Zawsze staraj się szlifować obszar spawania, aby go oczyścić i usunąć wszelkie nagromadzone tlenki (rdza). Wiele hurtowni i warsztatów nie czyści, by zaoszczędzić czas i pieniądze, powierzchnia nie musi być idealna.
DRUT
Najbardziej uniwersalnym drutem jest drut fi=ok. 1,2 mm LH / S6. Ten drut może być używany przy ustawieniu z wyższym napięciem i niższym natężeniem, aby uzyskać cieńsze spawy z głębokimi wtopieniami. Najlepsze druty są potrójnie lub podwójnie odtlenione, o niskiej zawartości wodoru.
Sprawiają, że jeziorko jest bardzo czyste, aby węglik mógł się przedostać i miał wysoką tolerancję na brudne powierzchnie metali bazowych. Zastosowanie drutów Niklowo- Chromowych zapewni dobrą odporność na korozję i podwyższoną temperaturę pracy. Druty ze stopów takich jak stopy manganu /chromu (np.:F- 601) pozwalają napoinie stwardnieć i okazały się skuteczne w niektórychzastosowaniach gdzie niezbędna jest odporność na uderzenia.
DEPOZYT WĘGLIKA
Wielu użytkowników napoin węglikowych nakładanych za pomocą MIG preferuje obecnie rozmiar ziaren 12 x 20 lub coś podobnego do tego zakresu. Niektórzy klienci stwierdzili, że dla bardzo drobnego rozdarcia rozmiar ziaren 20 x 30 jest lepszym rozmiarem. Dobrym wyborem w przypadku usług ogólnych jest rozmiar ziaren 12 x 30. W przypadku usługi „czysty kamień” ziarna 20 x 30 okazały się najlepsze. Podczas użytkowania/ścierania w mieszanych materiałach, które są wilgotne i mają skłonność do zbrylania się, większe ziarna węglików będą dążyć do przyciągania materiału, pomagając materiałowi w zużyciu napoiny. Są to ogólne informacje uzyskane z eksperymentów i komentarzy klientów. Zalecamy podjęcie własnych prób.
PRZESIEWANIE WĘGLIKI
Po kilku cyklach użyty węglik ma tendencję do zbierania większych rozmiarów cząstek, rozprysków, kurzu, brudu itd. Zanieczyszczenia zaczną wpływać na zdolność podawania i jakość napoiny. Przefiltrować węgliki poddane recyklingowi poprzez sito o średnicy 200 – 400 mm z tej samej siatki co węglik. Na przykład, jeśli używasz węglika 12 x 20, kup dwa sita górne i jedno dolne. Górny zestaw będzie miał 12 oczek. Środkowy zestaw będzie miał 20 oczek. Odrzuć lub ponownie przesiej wszystko na siatce o rozmiarze 12 i wyrzuć wszystko w dolnej misce (prawidłowo pod względem ekologicznym). Sita dostępne na życzenie.
GAZY I NAPIĘCIA
Argon / O2 (2%) to najpopularniejsza mieszanka. Stosowany jest również czysty argon; jednak nie jest tak popularny. 75/25 (75% Argon / 25% CO2) to kolejny wybór. Czysty CO2 jest najtańszym gazem i może być używany z wysokim napięciem. Im wyższe napięcie, tym więcej penetracji i bardziej płaski będzie ścieg napoiny. Wszystkie gazy mogą być używane przy wysokim lub niskim napięciu.
- Niska temperatura 24-26 woltów
- Średnia temperatura 27-29 woltów
- Wysoka temperatura 30-33 V
MINIMALIZACJA ZNIEKSZTAŁCENIA
Aby zminimalizować zniekształcenia (szczególnie w cieńszych detalach), użyj niższego napięcia i natężenia z argonem. Użyj wstępnego podgrzewania na wszystkich częściach, aby wyeliminować lub zminimalizować zniekształcenia. Większość grubych i szerokich krawędzi tnących może być idealnie płaska jedynie z podgrzaniem. Cieńsze części należy wstępnie wygiąć i wypaczać (wzdłuż podgrzewania wstępnego). Ta informacja służy wyłącznie jako wskazówka. Zaleca się samodzielne przeprowadzanie prób w celu oceny KONKRETNEGO stopuMETALU i produktu, z którym pracujesz.
TYPOWE USTAWIENIA SPAWANIA
Ustawienia spawania dla średnich prędkości spawania będą następujące:
- Rozmiar drutu: 1,15 mm 1,6 mm 2,36 mm
- Napięcie (V): 29-30 29-31 30-32
- Natężenie (A): 230-245 290-300 325-360
- Gaz: Argon lub Argon / O2
- Niski płaski kształt kulki/ściegu ze średnią penetracją
TECHNIKI SPAWANIA
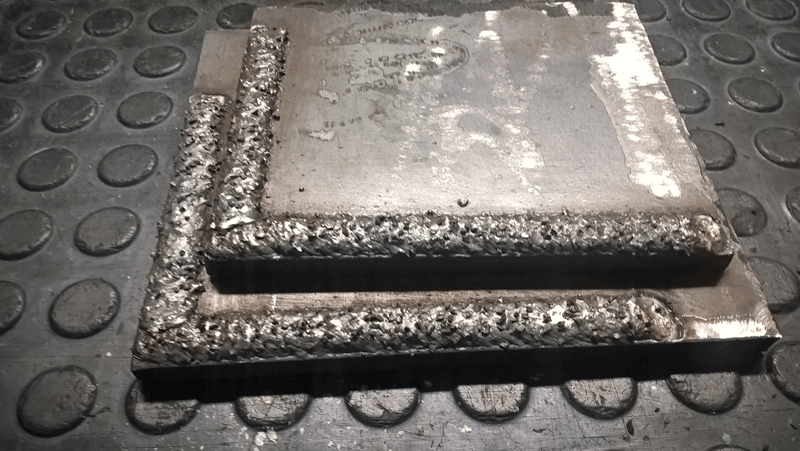
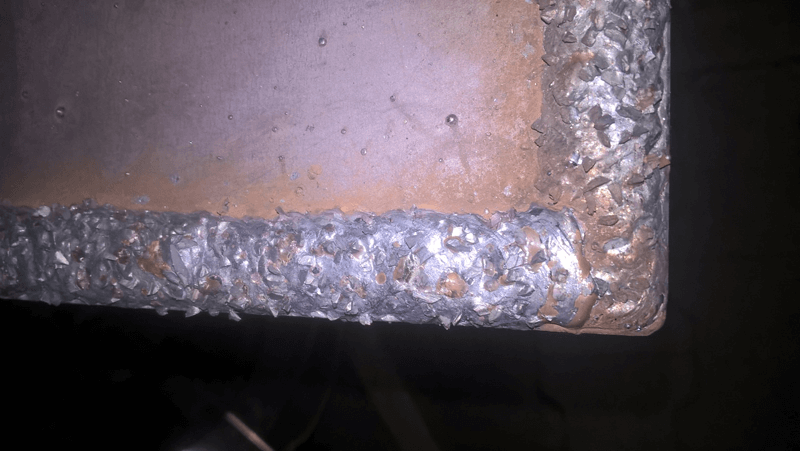
Zalecane są spoiny jednowarstwowe. Wiele warstw ma tendencję do rozpuszczania węglika w niższych warstwach i powoduje powstanie bardzo twardego osadu, który będzie wiórkowany i odrywany przy niewielkim uderzeniu. Użyj ściegów o szerokości około 15 mm – 25 mm (maks. 37
mm). Częstotliwość oscylacji powinna wynosić 70-85 cps (cykli na sekundę). Naprowadź węglik na tylną krawędź łuku. Punkt docelowy ma kluczowe znaczenie dla dobrej dystrybucji węglików. Jeśli te podstawowe parametry są przestrzegane, w każdym warsztacie spawalniczym można łatwo uzyskać spójną i niezawodną napoinę. Proces wymaga prób eksploatacyjnych, aby dostroić efekt końcowy. Różnice dotyczące produktu i aplikacji należy wziąć pod uwagę przed zastosowaniem węglika wolframu DURMAT WC IV.
Nasze produkty i wszelkie zalecane praktyki powinny być testowane przez użytkownika w rzeczywistych warunkach eksploatacyjnych w celu określenia ich przydatności do określonego celu. Na wyniki uzyskane przy użyciu tego produktu / informacji mają wpływ zmienne, takie jak procedura spawania, skład materiału bazowego, temperatura pracy, konstrukcja napoiny, sposób wytwarzania i wymagania serwisowe, na które nie mamy wpływu. Wyłącznym obowiązkiem użytkownika jest określenie przydatności do użytku struktury wykorzystującej ten produkt i informacje zawarte w tej karcie danych. Informacje techniczne podane w tej karcie danych odzwierciedlają obecny stan wiedzy i nie stanowią części żadnej umowy sprzedaży jako gwarantowane właściwości dostarczonych materiałów.